چیفر Chafer
از اهداف استراتژیک شرکت تکمیل سبد محصول و تامین کلیه نیازهای تایرسازان می باشد که با سرمایه گذاری های زود بازده در راستای اهداف هلدینگ است با تامین و نصب ماشین های بافت راپیری امکان بافت چیفر در نخ تایر صبا تامین و این محصول جزو سبد محصولات قرار گرفته و پارچه های صنعتی دیگر چون منجید تسمه نقاله ، لاینر و برزنت از تولیدات منسوجات صنعتی صبا می باشد.
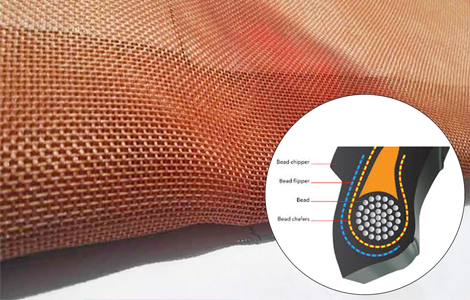
چیفر در دو نوع نایلون 6 و نایلون 66 از نمره نخ 940 دسی تکس بصورت تاری پودی بافته طبق نیاز مشتریان با خواص مدنظر آنها ارائه می گردد.این پارچه خاص در ناحیه دور بید تایر استفاده می شود و به استحکام این بخش تایر کمک می کند.
مشخصات کیفی:
| Yarn
Type |
Warp&Weft End Per DM+ | Warp B.S. (N/5cm)
Min |
Weft B.S. (N/5cm)
Min |
Adhision Min (N/inch) | Dip pick Up %Min |
Moistur%e %
Max |
Width(cm) | Gauge(mm) | Weight g/m2 |
| PA66 | 50~80±4 + | 1900 | 1900 | 190 | 12 | 2 | 142~150 | 0.55±0.05 | 100~170±20 |
| PA6 | 50~80±3 + | 1900 | 1900 | 190 | 12 | 2 | 142~150 | 0.55±0.05 | 100~170±20 |